
এনএসই সিরিজ স্টেইনলেস স্টীল কনভেয়র চেইন জেড লিফট চেইন পরিধান প্রতিরোধের
-
বিশেষভাবে তুলে ধরা
স্টেইনলেস স্টীল বালতি লিফট চেইন
,খনির বালতি লিফট চেইন
,Z লিফট চেইন পরিধান প্রতিরোধের
-
পণ্যের নামইস্পাত কনভেয়র চেইন
-
উপাদানস্টেইনলেস স্টীল
-
প্রয়োগখনির এবং ধাতু গলানোর
-
বৈশিষ্ট্যপ্রতিরোধ পরিধান
-
প্রকারচেইন বকেট লিফট পার্টস
-
উৎপত্তি স্থলচীন
-
পরিচিতিমুলক নামWS
-
মডেল নম্বারএনএসই
এনএসই সিরিজ স্টেইনলেস স্টীল কনভেয়র চেইন জেড লিফট চেইন পরিধান প্রতিরোধের
এনএসই সিরিজ স্টেইনলেস স্টীল কনভেয়র চেইন জেড লিফট চেইন পরিধান প্রতিরোধের
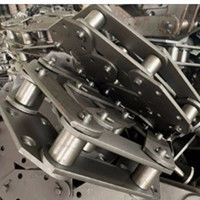
বকেট লিফট চেইন বর্ণনাঃ
শিল্পকৌশল কনভেয়র চেইনএর উচ্চ শক্তি, সহজ ইনস্টলেশন, স্থায়িত্ব, দৃust়তা এবং তাপ এবং মরিচা প্রতিরোধের জন্য অত্যন্ত স্বীকৃত।এই বালতি লিফট চেইন বিভিন্ন স্পেসিফিকেশন পাওয়া যায় রক-নিচের মূল্যে গ্রাহকদের বিভিন্ন প্রয়োজনীয়তা পূরণ করতে.
বালতি লিফট চেইন স্পেসিফিকেশন:
| মডেল | পিচ | অভ্যন্তরীণ অংশের প্রস্থ | রোলার বাইরের ব্যাসার্ধ | পিন ব্যাসার্ধ | পিনের দৈর্ঘ্য | চেইন প্লেটের প্রস্থ | চেইন প্লেটের বেধ | প্রশস্ত চেইন প্লেট | চেইন বকেট ইনস্টলেশনের মাত্রা |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | ১০০×১০৫ |
| এনএসই৩০০ | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | ১০০×১০৫ |
| এনএসই ৪০০ | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | ১২৫×১৩০ |
| এনএসই৫০০ | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | ১২৫×১৩০ |
| এনএসই ৭০০ | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | ১২৫×১৩০ |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | ১৫০×১৭০ |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | ১৫০×১৭০ |
![]()
বালতি লিফট চেইন প্রসেসিং টেকনোলজিঃ
1লিঙ্ক প্লেট
1.1 16 মিমি বা তার বেশি বেধের লিঙ্ক প্লেটগুলি সিএনসি প্লাজমা কাটার বা বড় হাইড্রোলিক প্রেস দ্বারা কাটা হয়, যাতে মসৃণ পৃষ্ঠ এবং কোনও ছোট ফাটল না থাকে যা উপাদানের শক্তিকে প্রভাবিত করে।লিঙ্ক প্লেট যার পিচ হোলগুলি প্রাক-পঞ্চ করা হয় বা পঞ্চার বা হাইড্রোলিক প্রেসের মাধ্যমে অর্ধ-শালীন পঞ্চ করা হয়গরম চিকিত্সা পরে, গরম চিকিত্সা,সিএনসি মেশিনিং সেন্টার দ্বারা সূক্ষ্ম ফ্রিজিং পিচ হোলগুলি নিশ্চিত করার জন্য যে লিঙ্ক প্লেট এবং পিন / স্লিভের সাথে ফিট ডিজাইনের প্রয়োজনীয়তা পূরণ করতে পারে, তাপ চিকিত্সা দ্বারা মাত্রা পরিবর্তন কারণে বিচ্যুতি নির্মূল, pitch আকার গ্যারান্টি। প্রতিটি লিঙ্ক প্লেট pitch বিচ্যুতি ≤0.03mm।
1.2 16 মিমি এর নিচে বেধের লিঙ্ক প্লেটগুলি punchers দ্বারা প্রক্রিয়াজাত করা হয়। লিঙ্ক প্লেটগুলি (সিএনসি মেশিনিং সেন্টার দ্বারা ফ্রেজ করা হয় না) প্রাক-punched, অর্ধেক সূক্ষ্ম punched, pitch গর্ত জন্য সূক্ষ্ম punched হয়,মোট তিনবার আঘাত, তারপর quenching এবং tempering তাপ চিকিত্সা দ্বারা চিকিত্সা করা হয়। চেইন অংশ সমাবেশ করার আগে, লিঙ্ক প্লেট জন্য একটি flattening প্রক্রিয়া আছে।সিএনসি মেশিনিং সেন্টার দ্বারা মিলিং লিঙ্ক প্লেট pre-punched এবং অর্ধেক সূক্ষ্ম pitch গর্ত জন্য punched হয়, তারপর গরম চিকিত্সা দ্বারা চিকিত্সা করা হয়।সিএনসি মেশিনিং সেন্টার দ্বারা ফ্রিজিং পিচ হোলটি নিশ্চিত করতে হবে যে লিঙ্ক প্লেট এবং পিন / আস্তরণের সাথে ফিটটি ডিজাইনের প্রয়োজনীয়তা পূরণ করতে পারে, তাপ চিকিত্সা দ্বারা মাত্রা পরিবর্তন কারণে বিচ্যুতি নির্মূল, pitch আকার গ্যারান্টি। প্রতিটি লিঙ্ক প্লেট pitch বিচ্যুতি ≤0.03mm।
2. বিশেষ সরঞ্জাম দ্বারা উপাদান কাটা পরে, পিন, হাতা এবং রোলার সিএনসি টার্ন এবং ফ্রিজিং মেশিন দ্বারা machined হয়, অংশ উচ্চ নির্ভুলতা machining আছে।
3. পিনঃ এক প্রান্ত পাইর মাথা অন্য সমতল, পিন উপাদান ব্যাসার্ধ সমাপ্ত পণ্যের আকারের চেয়ে বড়,ঠান্ডা টানা বৃত্তাকার ইস্পাতের পরিবর্তে যা সমাপ্ত পণ্য প্রক্রিয়াকরণের আকারের কাছাকাছি.
4. প্রক্রিয়াকৃত পিনটি দুটি বিশেষ তাপ চিকিত্সার মাধ্যমে শেষ করা হয়, যাতে নিশ্চিত হয় যে পিনের কোরটির ভাল যান্ত্রিক বৈশিষ্ট্য রয়েছে এবং পৃষ্ঠের উচ্চ কঠোরতা রয়েছে (পৃষ্ঠের কঠোরতা HRC56 ~ 58) ।পিন পৃষ্ঠের পরিধান প্রতিরোধের উন্নতি.
5. হাতাঃ হাতা পৃষ্ঠ CNC টার্ন দ্বারা lathing হয়,উপাদান পৃষ্ঠের decarburized স্তর অপসারণ এবং অস্থিতিশীল উপাদান দ্বারা প্রভাব নির্মূল করতে (উপাদান সরবরাহকারী decarburization স্তর গভীরতা গ্যারান্টি দিতে পারে না). মেশিনিং শেষ করার পরে, হাতাটির পরিধান প্রতিরোধের উন্নতি করার জন্য হাতাটির সামগ্রিক quenching বা carburizing চিকিত্সা (HRC58 ~ 62) ।
6. রোলারঃ ব্রেকিং টেনশন <2000kN রোলারের জন্য, মোট মেশিনিংয়ের পরে তাপ চিকিত্সা, পৃষ্ঠের কঠোরতা প্রায় HRC50 এ পৌঁছতে পারে।কম কার্বনযুক্ত খাদ ইস্পাতের সাথে ব্রেকিং টেনশন > 2000kN রোলরোলের সামগ্রিক পারফরম্যান্স উন্নত করার জন্য, মেশিনিংয়ের পরে পৃষ্ঠের কার্বুরাইজেশন চিকিত্সা (HRC58 ~ 62) ।
7. সমস্ত অংশ তাপ চিকিত্সা দ্বারা উত্পন্ন অভ্যন্তরীণ চাপ নির্মূল এবং পৃষ্ঠের অমেধ্য অপসারণ করার জন্য তাপ চিকিত্সা পরে impeller ব্লাস্টিং দ্বারা চিকিত্সা করা হয়;একই সময়ে অংশগুলি মাইক্রো-ক্র্যাক এবং অন্যান্য ত্রুটি আছে কিনা তা খালি চোখে পরীক্ষা করা যেতে পারে.
8. সমাবেশের আগে সমস্ত পিনগুলি 100% চৌম্বকীয় ডিটেক্টর পরীক্ষা করা হয়, যাতে উপাদান ত্রুটির কারণে পিনটি ভেঙে যাওয়ার ক্ষেত্রে ত্রুটি দূর করা যায়।
9. সমস্ত একত্রিত প্লেট চেইন প্রাক প্রসারিত দ্বারা সারিবদ্ধ করা হয়, পিচ বিচ্যুতি সনাক্ত করা হয়, এবং প্রতিটি প্লেট চেইন বিচ্যুতি অনুমোদিত পরিসীমা মধ্যে নিয়ন্ত্রিত হয়।
আমাদের পণ্যগুলি সারা বিশ্ব জুড়ে বিক্রি হয় You আপনি আমাদের পণ্যগুলির সম্পূর্ণ প্রক্রিয়া সম্পর্কে নিশ্চিত থাকতে পারেন।